Faigh luachan
I ndéantúsaíocht thionsclaíoch nua-aimseartha, Páirteanna Mótair Réitigh Die tar éis teacht chun cinn ó phróisis réitigh traidisiúnta go teicneolaíocht déantúsaíochta ard-chruinneas, ardéifeachtúlachta. Faoi láthair, tá an margadh réitigh bás páirteanna mótair domhanda ag leathnú ag ráta fáis bliantúil cumaisc de 5.8% , agus meastar go sáróidh méid an mhargaidh USD 42 billiún faoi 2028. Ní hamháin go bhfeabhsaíonn teicneolaíocht bás-réitigh go mór dlús agus cruinneas tríthoiseach na gcodanna mótair, ach rialaíonn sé freisin rátaí scrap thíos 1.5% trí tháirgeadh uathoibrithe, rud a fhágann gur nasc ríthábhachtach do-athsholáthair é sa slabhra soláthair déantúsaíochta mótair.
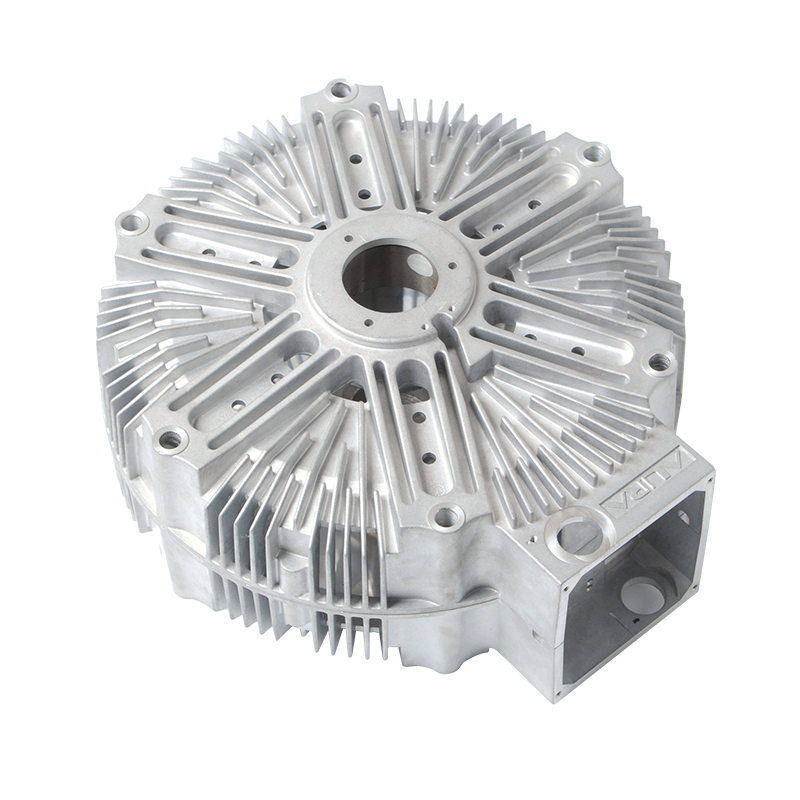
Do mhonaróirí, má sháraíonn tú ardphróisis bás-réitigh, beidh buntáistí triple ann maidir le cáilíocht an táirge, costais táirgthe, agus timthriallta seachadta. Ag glacadh le cásanna mótair cóimhiotal alúmanaim mar shampla, tar éis bás-réitigh ardbhrú a ghlacadh, is féidir tiús balla a laghdú go dtí thíos. 2.5mm , laghdaítear meáchan níos mó ná 30% , agus feabhsaítear éifeachtúlacht diomailt teasa trí 20% — Cinneann na táscairí feidhmíochta seo go díreach an buntáiste iomaíoch atá ag mótair i bhfeithiclí nua fuinnimh agus i bhfeidhmchláir uathoibrithe tionsclaíocha.
Tá trí phríomhchéim déanta sa phróiseas déantúsaíochta páirteanna mótair. Is é an chéad chéim réitigh domhantarraingthe, a bhraitheann ar fhéinmheáchan miotail leáite chun an múnla a líonadh. Tá sé oiriúnach do chodanna le struchtúir shimplí agus ceanglais chruinneas níos ísle, ach tá sé ag fulaingt ó rátaí arda porosity agus droch-ghairbhe dromchla. Is é an dara céim réitigh ísealbhrú, áit a ndéantar miotail leáite a bhrú go réidh isteach sa mhúnla ag brú aeir, ag laghdú porosity go 3%-5% , ach fós ag titim gann ar riachtanais chruinneas páirteanna mótair.
Baineann an tríú céim, arb é an teicneolaíocht réitigh bás ardbhrú príomhshrutha atá ann faoi láthair, brú insteallta amach 30-150 MPa . Líonann miotail leáite an cuas múnla go tapa faoi bhrú ard, agus déantar amanna fuaraithe a ghiorrú go dtí 3-8 soicind agus sroicheann timthriallta táirgeachta 30-60 soicind in aghaidh an lámhaigh . Ag glacadh clúdaigh deiridh mótair mar shampla, is féidir le táirgí bás-réitigh ardbhrú lamháltais tríthoiseach a rialú laistigh ±0.05mm , le roughness dromchla luachanna Ra thíos 1.6μm , ag comhlíonadh na gceanglas beachtas oiriúnach le haghaidh cóimeála mótair go hiomlán.
Faoi láthair tá an tionscal ag cur dlús lena aistriú i dtreo cealla dísleilgthe cliste. Comhtháthaíonn córas réitigh bás cliste iomlán monatóireacht teochta fíor-ama, anailís cuar brú, agus eastóscadh páirteanna uathoibríoch robotic. Léiríonn sonraí, tar éis córais rialaithe teochta Chliste a thabhairt isteach, gur laghdaíodh luaineachtaí teochta leacht alúmanaim ó ± 15 ° C go ±3°C . Laghdaíonn an feabhas mar thoradh ar chobhsaíocht tríthoiseach na liúntais meaisínithe ina dhiaidh sin trí 40% , costais meaisínithe in aghaidh na coda a ísliú de réir 12%-18% .
Braitheann rialú cáilíochta i dteilgin bás páirteanna mótair ar rialáil bheacht paraiméadair phróisis iolracha. Déanann an tábla seo a leanas comparáid idir an tionchar a bhíonn ag socruithe éagsúla paraiméadar ar lochtanna tipiciúla:
| Paraiméadar Próisis | Raon Molta | Lochtanna Bunscoile | Leibhéal Tionchair |
|---|---|---|---|
| Teocht Leachtach Alúmanam | 660-720°C | Shuts fuar, sádráil | Ard |
| Teocht Mhúirín | 180-260°C | Porosity, scoilteanna te | Ard |
| Luas Instealladh | 2-6 m/s | Aer entrapment, cuimsiú ocsaíd | Meán-Ard |
| Brú Dianúcháin | 30-80 MPa | Porosity crapadh, dlús neamhleor | Ard |
| Am dwell | 3-10 soicind | Porosity crapadh, diall tríthoiseach | Meánach |
Mar a léirítear sa tábla, teocht leachtach alúmanaim, teocht múnla, agus brú dianúcháin Is iad na trí pharaiméadair lárnacha a dhéanann difear do chaighdeán bás-réitigh páirteanna mótair. Ag tabhairt bás-réitigh tithíochta mótair mar shampla, nuair a thiteann teocht an mhúnla faoi bhun 180°C , ardú rátaí locht stoptha thuas 8% ; nuair nach leor brú diansaothraithe ag 30 MPa , féadfaidh porosity crapadh inmheánach níos mó 5% , a dhéanann difear tromchúiseach ar fheidhmíocht séalaithe an mhótair agus ar éifeachtúlacht diomailt teasa.
I réimse an réitigh bás páirteanna mótair, tá cóimhiotal alúmanaim freagrach as breis 85% den sciar den mhargadh, agus ADC12 agus A380 ar an dá ghrád is coitianta a úsáidtear. Tá cion sileacain de ADC12 9.6% -12.0% , ag tairiscint sreabhach den scoth atá oiriúnach chun clúdaigh deiridh mótair casta agus ballaí tanaí agus boscaí acomhal a mhonarú; Tá cion copair de A380 3.0% -4.0% , le neart teanntachta a bhaint amach 320 MPa , rud a fhágann go bhfuil sé níos oiriúnaí do lúibíní mótair agus bunanna atá faoi réir ualaí meicniúla arda.
Mar sin féin, tá baic i seoltacht theirmeach roimh chóimhiotail alúmanaim traidisiúnta. Tá seoltacht theirmeach ag alúmanam íon 237 W/(m·K) , cé go dtiteann ADC12 go timpeall 96 W/(m·K) mar gheall ar ábhar ard sileacain. Chun aghaidh a thabhairt ar na héilimh ard diomailt teasa ar mhótair tiomána feithiclí nua fuinnimh, tá an tionscal ag cur chun cinn cóimhiotail alúmanaim íseal-sileacain, ard-teirmeach-seoltachta, ar féidir leo seoltacht theirmeach a mhéadú go 150-170 W/(m·K) agus sreabhach réitigh leordhóthanach á chothabháil.
Tá dlús cóimhiotal maignéisiam amháin 64% cóimhiotal alúmanaim (1.81 g/cm³ vs 2.71 g/cm³), rud a léiríonn acmhainneacht ollmhór i éadromú mótair. Is féidir le cótaí mótair dísleáite ó chóimhiotal maignéisiam AZ91D 25%-30% níos éadroime ná leaganacha alúmanaim, agus feabhsaítear neart sonrach (cóimheas neart-go-dlúis) de réir a chéile 15% . Faoi láthair, tá iarratais bhaisc bainte amach ag páirteanna mótair bás-teilgthe cóimhiotail mhaignéisiam i roinnt uirlisí cumhachta ard-deireadh agus mótair drone, le rátaí fáis bliantúla níos mó ná 12% .
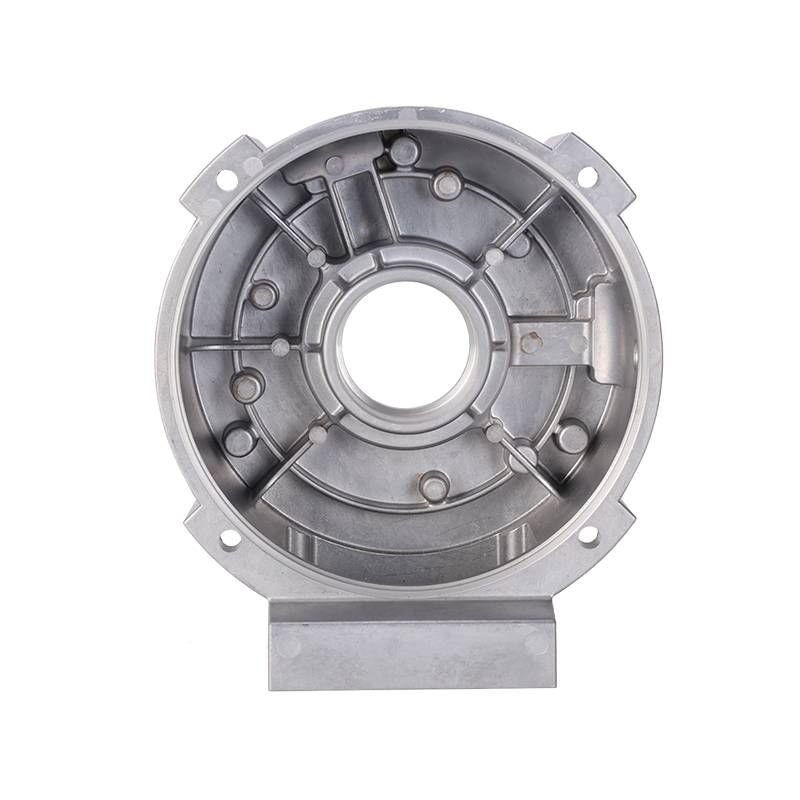
Is ionann múnlaí bás-réitigh agus an chéad gheata a chinneann cáilíocht páirteanna mótair - bíonn tionchar díreach ag a beachtas dearaidh agus a saol seirbhíse ar chostais táirgthe agus ar chomhsheasmhacht an táirge. Le haghaidh múnla bás-réitigh tithíochta mótair, ní mór roughness dromchla cuas a rialú thíos Ra 0.4μm , le cruinneas imréitigh fheistiú a bhaint amach 0.02mm leibhéal.
Tá roghnú cruach múnla chomh ríthábhachtach céanna. Tá cruach uirlis te-oibre H13, lena fhriotaíocht tuirse teirmeach den scoth, tar éis éirí mar an t-ábhar príomhshrutha do mhúnlaí bás-réitigh páirteanna mótair, le cruas rialaithe de ghnáth ag HRC 44-48 . Faoi ghnáthchoinníollacha úsáide agus cothabhála, is féidir le múnla H13 a chomhlánú 80,000-120,000 timthriallta bás-réitigh. Le teicneolaíocht cóireála nítriding dromchla chun cinn, is féidir saol múnla a leathnú go dtí os a chionn 150,000 timthriallta , ag laghdú costas amúchta múnla in aghaidh an lámhaigh trí 35% .
Is croí-theicneolaíocht é dearadh geataí in innealtóireacht mhúnlaí. Le haghaidh clúdaigh deiridh mótair le tiús bhalla míchothrom, ag glacadh geataí lucht leanúna in éineacht le diansaothrú áitiúil cuireann próisis ar chumas miotail leáite líonadh cuas a chomhlánú laistigh 0.3 soicind , entrapment aer vortex a sheachaint go héifeachtach. Léiríonn sonraí táirgeachta iarbhír gur féidir le dearadh geataithe optamaithe rátaí lochtanna porosity a laghdú ó 4.2% go dtí thíos 1.1% .

Braitheann braiteadh lochtanna inmheánacha le haghaidh páirteanna mótair go príomha ar iniúchadh X-gha agus ar theicneolaíocht CT tionsclaíoch. Maidir le cásanna nua mótair tiomáint feithicle fuinnimh, is iad na critéir cháilíochta tionscail-chaighdeán: trastomhas pore aonair nach mó ná 1.0mm , agus cuntasaíocht iomlán limistéar pore ar feadh níos lú ná 2% den limistéar trasghearrtha. CT tionsclaíoch ardtaifigh (taifeach 5 μm ) ar chumas 100% iniúchadh inlíne, le timthriallta iniúchta sioncronaithe le timthriallta táirgeachta bás-réitigh, ag cinntiú éalú locht nialasach.
De ghnáth is gá meaisínithe beachtas a bheith ag páirteanna mótair bás-teilgthe chun toisí cóimeála deiridh a bhaint amach. Ag glacadh mar shampla as clúdaigh imthacaí mótair, cúlchiste bearnaí dísleáite 0.8-1.2mm liúntas meaisínithe, agus tar éis próiseála CNC, tá caoinfhulaingt roundness rialaithe laistigh 0.01mm , le roughness dromchla Ra thíos 0.8 μm , a chomhlíonann na ceanglais bheachtais maidir le hoireann trasnaíochta imthacaí.
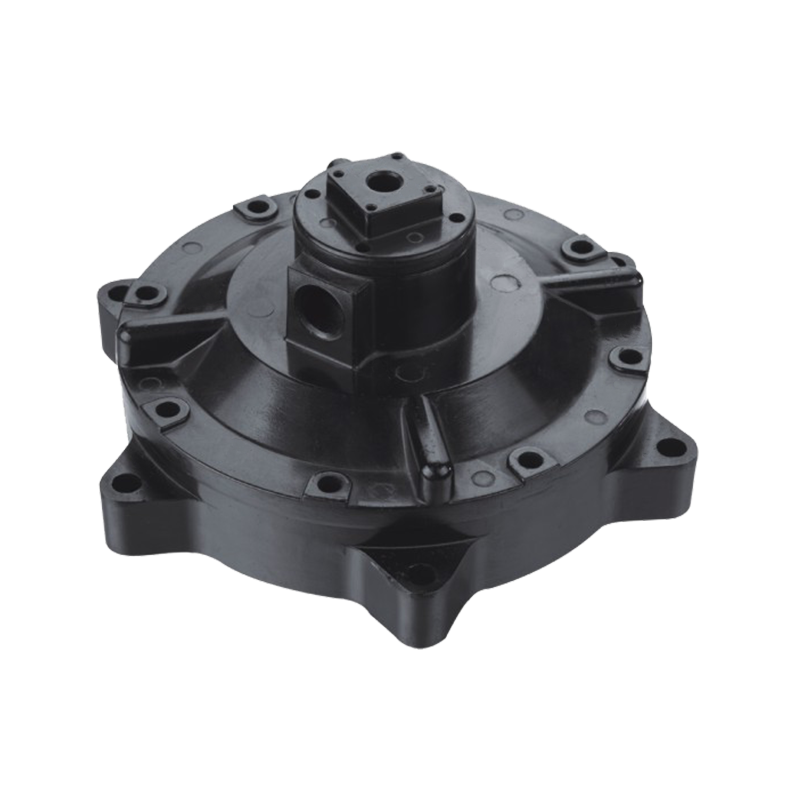
Le haghaidh cóireála dromchla, is gnách go nglacann cásanna mótair le próisis sciath anodizing nó leictreafóiréis. Tá tiús scannán anodized á rialú ag 8-15μm , ag méadú cruas dromchla go dtí thuas HV 300 , agus insliú den scoth agus friotaíocht creimeadh á sholáthar. Maidir le páirteanna mótair lasmuigh, sáraítear na ceanglais tástála spraeála salainn 500 uair gan meirge dearg, ag cur dúshláin dhéacha le dlús bás-réitigh agus próisis chóireála dromchla.
Tá an tionscal réitigh bás páirteanna mótair ag tabhairt aghaidh ar thrí threocht shuntasach:
Maidir le déantóirí, tá gá le hinfheistíocht shioncronaithe in uasghrádú trealaimh, T&F ábhar, agus digitiú chun aghaidh a thabhairt ar na treochtaí seo. Fiontair atá feistithe le meaisíní bás-réitigh móra thuas 800T , máistreacht a dhéanamh ar theicneolaíocht scagtha alúmanaim athchúrsáilte, agus bunachair shonraí próiseas iomlán a bhunú gheobhaidh buntáistí suntasacha iomaíocha margaidh laistigh den chéad cheann eile 3-5 bliana .
An bhfuil tú réidh le Comhoibriú Le Jieda?
* Tá do r -phost sábháilte linn, ní dhéanaimid spam.
Táirgeacht
Eolas Teagmhála
nbjd011@126.com
+86-574-86115705
Uimh.