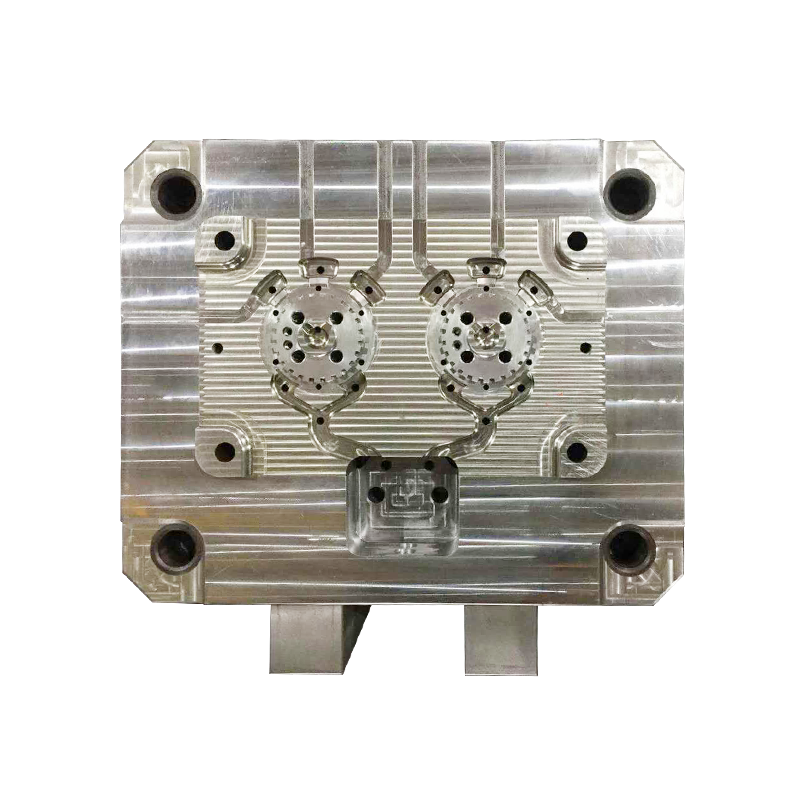
Cad is Múnla Die Casting ann?
A múnla réitigh bás Is uirlis miotail cruinneas-innealtóireacht é a mhúnlaíonn miotail leáite faoi bhrú ard (go hiondúil 1,500 go 25,000 psi) go comhpháirteanna casta, cruth glan le lamháltais chomh daingean le ±0.002 orlach (±0.05 mm). Feidhmíonn sé mar chomhéadan ríthábhachtach idir an meaisín bás-réitigh agus an táirge deiridh, ag cinneadh cáilíocht pháirt, cruinneas tríthoiseach, agus éifeachtacht táirgthe.
Murab ionann agus réitigh gaineamh nó réitigh infheistíochta, is uirlisí ath-inúsáidte iad múnlaí bás-réitigh is féidir a tháirgeadh 100,000 go 1,000,000 urchar sula dteastaíonn athsholáthar, ag brath ar an ábhar agus dearadh. Tá dhá leath sa mhúnla — dísle an chlúdaigh sheasmhaigh agus dísle an ejector shochorraithe — atá gar do chuas a fhoirmíonn a mheaitseálann céimseata na coda inmhianaithe.
Príomhthréithe
- Ábhar: Steels uirlisí de ghrád préimhe mar H13 (1.2344), 8407, nó DEVAR, teaschóireáilte go 44-48 HRC chun an cruas agus an cruas is fearr a chothromú.
- Teocht Oibriúcháin: Tá teochtaí dromchla cuas sa raon ó 300 ° F go 500 ° F (150 ° C go 260 ° C) le haghaidh alúmanam, agus suas le 700 ° F (370 ° C) do chóimhiotail since.
- Am Rothaíochta: Réimsíonn timthriallta táirgeachta tipiciúla ó 30 soicind go 2 nóiméad, rud a chuireann ar chumas déantúsaíochta ard-toirte de 500-2,000 shots in aghaidh an lae.
Croí-chomhpháirteanna Struchtúrtha Mhúnla Réitigh Dísle
Braitheann sláine feidhme múnla dísleilgthe ar shé chóras comhpháirteanna riachtanacha a bheith ag obair le chéile. Tugann gach comhpháirt aghaidh ar dhúshláin theirmeacha, mheicniúla agus oibríochtúla ar leith a bhaineann le hinstealladh miotail ardbhrú.
| Comhpháirt | Feidhm | Sonraíochtaí Criticiúla |
|---|---|---|
| Cuas & Croíthe | Sainmhínigh céimseata páirteanna agus gnéithe inmheánacha | Caoinfhulaingt: ±0.001 in; Críochnú dromchla: 16-32 μin Ra |
| Sprue Bushing | Cainéal miotail leáite as an meaisín nozzle | Cruaite go 50-52 HRC; Dréacht-uillinn 3-5° |
| Córas Rith | Miotal a dháileadh ar gheataí cuas | Trasghearradh trapezoidal; Treoluas: 30-60 m/s |
| Cainéil Fuarú | Comhardú teirmeach agus soladú a rialáil | Trastomhas: 8-12mm; Fad ón gcuas: 1.5-3 × trastomhas |
| Córas ejector | Bain réitigh solidified as an múnla | Trastomhas bioráin: 3-8mm; taper 1-3°; 20-30 bioráin tipiciúil |
| Córas Scaoilte | Aer a dhíbirt agus porosity gáis a chosc | Doimhneacht: 0.05-0.15mm; Achar vent iomlán: 20-30% d'achar an gheata |
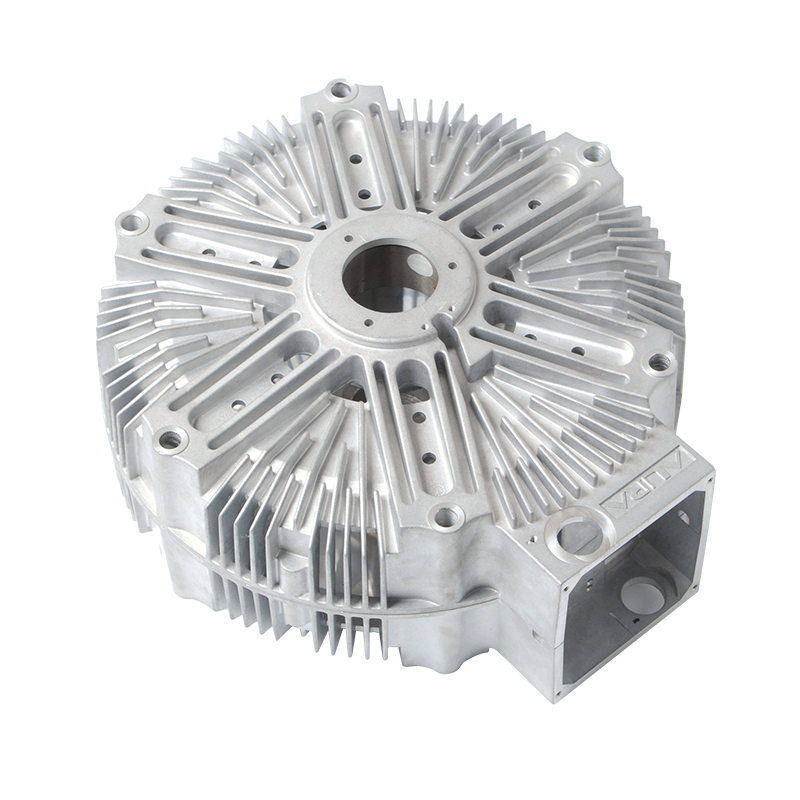
Ailtireacht Bainistíochta Teirmeach
Léiríonn an líonra cainéal fuaraithe an dúshlán dearadh is casta. Is cúis le fuarú míchuí 60-70% de na lochtanna cáilíochta a bhaineann le múnla. Fostaíonn múnlaí nua-aimseartha bealaí fuaraithe comhréireacha a leanann comhrianta cuas, ag laghdú amanna timthriallta 20-40% i gcomparáid le bealaí traidisiúnta díreach-druileáilte. Mar shampla, d'éirigh le múnla tithíochta tarchurtha le fuarú comhréireach laghdú ar an am timthriall ó 85 soicind go 52 soicind agus feabhas a chur ar chomhsheasmhacht tríthoiseach 35%.
Lochtanna Coitianta agus Fabhtcheartaithe
Tagann thart ar 85% de na lochtanna bás-réitigh ó shaincheisteanna a bhaineann le múnla seachas paraiméadair meaisín nó cáilíocht ábhair. Trí bhunchúiseanna a thuiscint is féidir diagnóis tapa agus gníomh ceartaitheach a dhéanamh.
Porosity agus Gás Isteach
Is gnách go bhfágann leibhéil porosachta os cionn 3-5% de réir toirte páirteanna do-ghlactha le haghaidh feidhmeanna struchtúracha. I measc na mbunchúiseanna tá an t-aeráil neamhleor (sconnaí atá clogtha le fuíoll bealaithe nó le tógáil alúmanaim), treoluas iomarcach an insteallta is cúis le suaiteacht, agus droch-dhearadh geataí a chruthaíonn pócaí aeir. Céimeanna fabhtcheartaithe: méadaigh doimhneacht an aerála go 0.10-0.15mm, laghdaigh luas plunger ó 4 m/s go 2.5 m/s le linn chéim líonadh cuas, agus athlonnaigh geataí chun criosanna aeir gafa a sheachaint.
Marcanna Fuar Shut agus Sreafa
Tarlaíonn stoptha fuar nuair a bhuaileann dhá aghaidh miotail faoi theocht an chomhleá (thart ar 1,100°F/593°C i gcás alúmanaim). Má mhéadaítear teocht an mhúnla faoi 50°F (28°C) is minic a chuirtear deireadh le stopaí fuara gan athruithe paraiméadar. Cinntigh go gcoimeádann bealaí fuaraithe aonfhoirmeacht ±5°F (±3°C) trasna dhromchla na cuas. Léiríonn marcanna sreafa soladú roimh am; I measc na réitigh tá méadú ar theocht miotail 25-50 ° F (14-28 ° C) nó tiús geata a mhéadú 0.5-1.0mm.
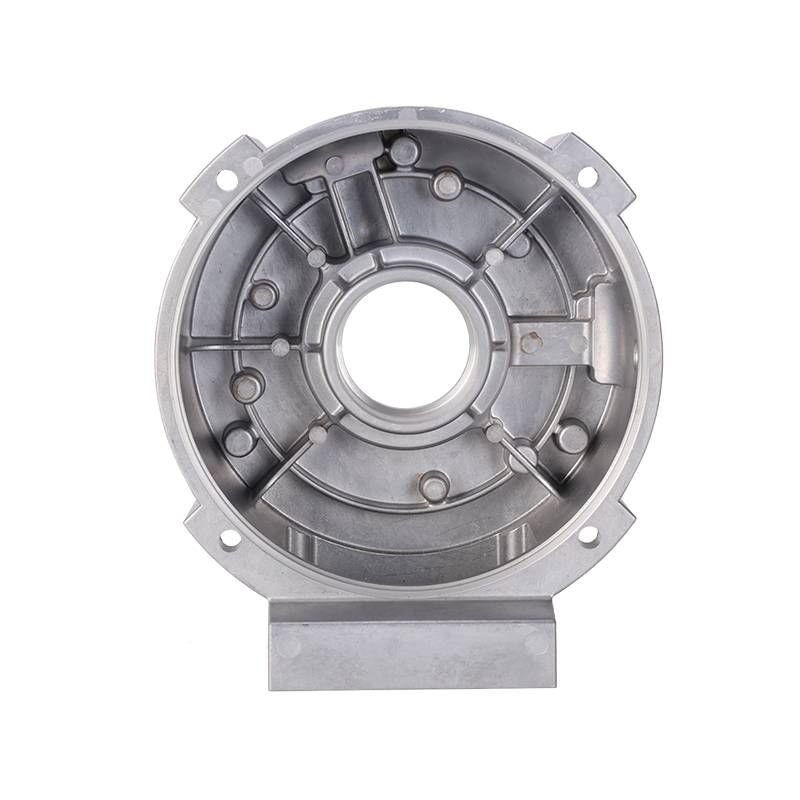
Míchruinneas Toiseach
Laghdaíonn cóimhiotail alúmanaim 4.5-5.5% le linn solidification; Laghdaíonn cóimhiotail since 0.6-0.8%. Ní mór do dhearthóirí múnla cúiteamh a dhéanamh le lamháltais crapadh atá calabraithe go beacht le comhdhéanamh cóimhiotail. Mar shampla, éilíonn alúmanam A380 cúiteamh crapadh líneach 5.0%, cé go n-éilíonn zamak 3 since ach 0.7%. Is minic a léiríonn sruth toise le linn táirgeadh éagothroime theirmeach - fíoraigh go sáraíonn rátaí sreafa an chainéil fhuaraithe 2 galún in aghaidh an nóiméid (7.6 L/nóim) in aghaidh an chiorcaid.
Cén Fáth a Forbraíonn Múnlaí burrs agus Scoilteanna
Is ionann burrs (flash) agus scoilteanna agus an dá mhodh teip múnla is costasaí, arb ionann iad agus 45% de chothabháil múnla neamhphleanáilte. Tá sé ríthábhachtach chun a mbunús miotalóireachta agus meicniúla a thuiscint.
Meicníocht Fhoirmiú Burr
Cruthaíonn burrs nuair a théann miotail leáite isteach i mbearnaí idir dromchlaí cúplála ar mó iad ná 0.05mm (0.002 orlach). Méadaíonn tiús flash go heaspónantúil le méid na bearna: táirgeann bearna 0.10mm splanc 4 × níos tiús ná bearna 0.05mm. I measc na bpríomhchúiseanna tá:
- Easnamh fórsa clampála: Ligeann tonnáiste meaisín neamhleor scaradh múnla. Fórsa clampála riachtanach = limistéar na coda réamh-mheasta (i²) × brú insteallta (psi) × fachtóir sábháilteachta (1.2-1.5).
- Caitheamh líne scaradh: Tar éis 50,000-100,000 timthriallta, forbraíonn dromchlaí líne deighilte micrea-chreimeadh ó thimthriall teirmeach agus sreabhadh miotail scríobach, rud a chruthaíonn cosáin sceite.
- Saobhadh teirmeach: Is cúis le téamh míchothrom 0.02-0.08mm bowing i múnlaí móra (os cionn 20 orlach), ag oscailt bearnaí ag coirnéil.
Crack dinimic iomadú
Cuirtear tús le seiceáil teasa (scáineadh tuirse teirmeach) tar éis 5,000-20,000 timthriallta i gcriosanna ardteasa agus iomadaítear ag 0.1-0.5mm in aghaidh an 1,000 timthriall. Baineann an mheicníocht le strusanna teirmeacha timthriallacha: teasaíonn dromchlaí cuas go 600-800°F (315-427°C) le linn insteallta, ansin múchadh go 300-400°F (150-200°C) le linn an fhuaraithe. Spreagann an luascadh teochta 300-400 °F seo strus comhbhrúiteach le linn teasa agus strus teanntachta le linn fuaraithe, rud a sháraíonn teorainn tuirse an ábhair.
Díríonn suíomhanna crack i:
- Coirnéil inmheánacha géara (fachtóir tiúchan strus K t > 3.0)
- Limistéir gheataí a bhfuil baint dhíreach acu le miotail leáite ag treoluas 30-60 m/s
- Codanna ballaí tanaí (<3mm) le heastóscadh tapa teasa
- Tá poill bioráin ejector ag cruthú risers struis
Saol Seirbhíse Mould Die Casting a leathnú
Is féidir fad saoil múnla a mhéadú ó 100,000 urchar go 300,000 urchar trí straitéisí cuimsitheacha um shíneadh saoil a chur i bhfeidhm, rud a laghdóidh costais uirlisí in aghaidh na coda 60-70%.
Roghnú Ábhar agus Cóireáil Teasa
Laghdaíonn cruach préimhe H13 le remelting leictrea-slag (ESR) cuimsiú neamh-mhiotalacha 90%, ag leathnú saol tionscnaimh crack 40%. Cóireáil teasa a bharrfheabhsú chun cruas 46-48 HRC a bhaint amach le austenít coinnithe 12-14% le haghaidh an toughness is fearr is féidir. Méadaíonn nítriding ian go doimhneacht 0.15-0.25mm cruas an dromchla go 65-70 HRC, ag seasamh in aghaidh an chreimeadh agus an tsubstráit insínte á chothabháil.
Prótacail Bhainistíochta Teirmeach
Coimeád teocht dhromchla na cuas laistigh de ±15°F (±8°C) den sprice ag baint úsáide as rialú fuaraithe lúb dúnta. Laghdaítear turraing teirmeach 30% i gcomparáid le sreabhadh leanúnach nuair a chuirtear fuarú cuisle (sreabhadh eatramhach chuisnithe) i bhfeidhm. Déan múnlaí a réamhthéamh go 250-350 ° F (120-175 ° C) roimh tháirgeadh chun turraing teirmeach tosaigh a íoslaghdú; ag tosú "fuar" laghdaíonn an saol ionchais ag 25-30%.
Cothabháil agus Innealtóireacht Dromchla
Coscann cothabháil sceidealta gach 10,000-15,000 shots teipeanna tubaisteach. I measc na bpríomhchleachtais tá:
- Crack a ghabháil: Meilt scoilteanna seiceála teasa os cionn 0.5mm doimhneacht agus deisigh le táthú TIG ag baint úsáide as ábhar filler meaitseála, agus faghartha faoisimh struis ag 25°F (14°C) faoi bhun na teochta faghartha bunaidh.
- Bratuithe dromchla: Laghdaíonn bratuithe sil-leagan fisiceach (PVD) de TiAlN nó CrN (tiús 2-4 μm) sádráil alúmanaim 80% agus leathnaíonn siad eatraimh snas ó 5,000 go 15,000 urchar.
- Optimization bealaithe: Cuir bealaí uisce-bhunaithe i bhfeidhm ag cóimheas caolaithe 1:80-1:120; bíonn an iomarca bealaí ina gcúis le tógáil suas agus le porosity, agus cuireann cur i bhfeidhm neamhleor dlús leis an gcreimeadh.
Dearadh le haghaidh Fad saoil
Cinneann cinntí dearaidh 70% d'acmhainneacht saoil mhúnla. Treoirlínte ríthábhachtacha:
- Coinnigh íosgha 1.5mm ar gach coirnéal inmheánach (laghdaítear an tiúchan struis faoi 60%)
- Teorainn na croí-chóimheasa fad-go-trastomhas go 4:1 chun splanc sraonadh-spreagtha a chosc
- Cainéil fuaraithe suímh 1.5-2.0 × trastomhas ó dhromchla na cuas le haghaidh eastóscadh teasa is fearr gan lagú struchtúrach
Ceisteanna Coitianta faoi Mhúnlaí Die Casting
Cad é an raon costais tipiciúil le haghaidh múnla bás-réitigh?
Réimsíonn costais mhúnla réitigh bás ó $15,000 le haghaidh páirteanna sinc simplí go $250,000 i gcás cásanna tarchurtha feithicle casta. De ghnáth cosnaíonn múnlaí alúmanaim 20-30% níos mó ná múnlaí since mar gheall ar strusanna teirmeacha níos airde a éilíonn tógáil níos láidre. Laghdaíonn múnlaí fréamhshamhail ag baint úsáide as cruach P20 (in ionad H13) costais tosaigh 40-50% ach teorainn a chur le táirgeadh go 10,000-20,000 shots.
Cé chomh fada a thógann sé múnla bás-réitigh a mhonarú?
Is iad na hamanna luaidhe múnla caighdeánach ná 8-16 seachtaine, ag brath ar chastacht: tá 6-8 seachtaine ag teastáil ó mhúnlaí simplí dhá phláta, agus leathnaíonn sleamhnáin chasta agus meicníochtaí neamhsciúrtha amlínte go 14-20 seachtaine. Is féidir le cláir Rush ag baint úsáide as oibríochtaí meaisínithe comhthreomhar é seo a laghdú 30-40% ar phréimh costais 15-25%.
An féidir múnlaí bás-réitigh a mhodhnú tar éis an táirgeadh tosaigh?
Tá modhnuithe indéanta ach costasach: cosnaíonn dromchlaí cuas táthúcháin agus ath-mheaisínithe 15-25% den phraghas múnla bunaidh, agus sleamhnáin á gcur leis nó ag athrú línte scaradh go minic níos mó ná 50% den chostas tosaigh. Ceadaíonn dearadh le haghaidh athraithe (isteach inbhainte) nuashonruithe céimseata ag 5-10% de chostas múnla. Pleanáil le haghaidh 2-3 ordú um athrú innealtóireachta (ECOanna) le linn shaolré an táirge.
Cad é an difríocht idir múnlaí réitigh dísle traidisiúnta agus bhfolús?
Áirítear le múnlaí dísle folúis línte deighilte séalaithe agus córais scaoilte atá in ann brú cuas <50 mbar a bhaint amach, ag laghdú porosity ó 3-5% go <1% agus teilgin teas-chóireáilte a chumasú. Áirítear ar chostais bhreise comhlaí folúis ($ 2,000-5,000), córais ejector séalaithe, agus lamháltais meaisínithe beachta (± 0.01mm ar dhromchlaí scaradh). Tá múnlaí folúis riachtanach do chomhpháirteanna feithicleacha struchtúracha a dteastaíonn cóireáil teasa T6 orthu.
Conas a shocraíonn tú cathain a bheidh deireadh ré caite ag múnla?
I measc na gcritéar deireadh ré tá: sruth tríthoiseach níos mó ná bannaí lamháltais (go hiondúil ±0.005 orlach), dlús crack níos mó ná 5 scoilteanna in aghaidh an orlach cearnach i réimsí ríthábhachtacha, nó costais deisiúcháin os cionn 40% den chostas athsholáthair. Déantar go leor múnlaí faoi 3-5 athchóiriú mór (táthú, ath-mheabhrú, ath-nítriding) roimh scor, ag leathnú an saol iomlán go 500,000 shots. Rianaigh costais deisiúcháin charnacha; nuair a sháraíonn cothabháil bhliantúil an dímheas ar mhúnla nua, tá údar maith eacnamaíoch leis an athsholáthar.