Céimeanna Próiseas Réitigh Dísle: Treoir Iomlán
Die réitigh is próiseas réitigh miotail é a bhaineann le miotail leáite a bhrú isteach i gcuas múnla faoi bhrú ard. Tá an próiseas comhdhéanta de ceithre phríomhchéim: ullmhú múnla, instealladh miotail, fuarú agus soladú, agus díshealbhú . Críochnaíonn timthriall réitigh bás ardbhrú tipiciúil i 15 go 90 soicind, ag brath ar chastacht pháirt agus ábhar.
Nós Imeachta Céim ar Chéim Réitigh Die
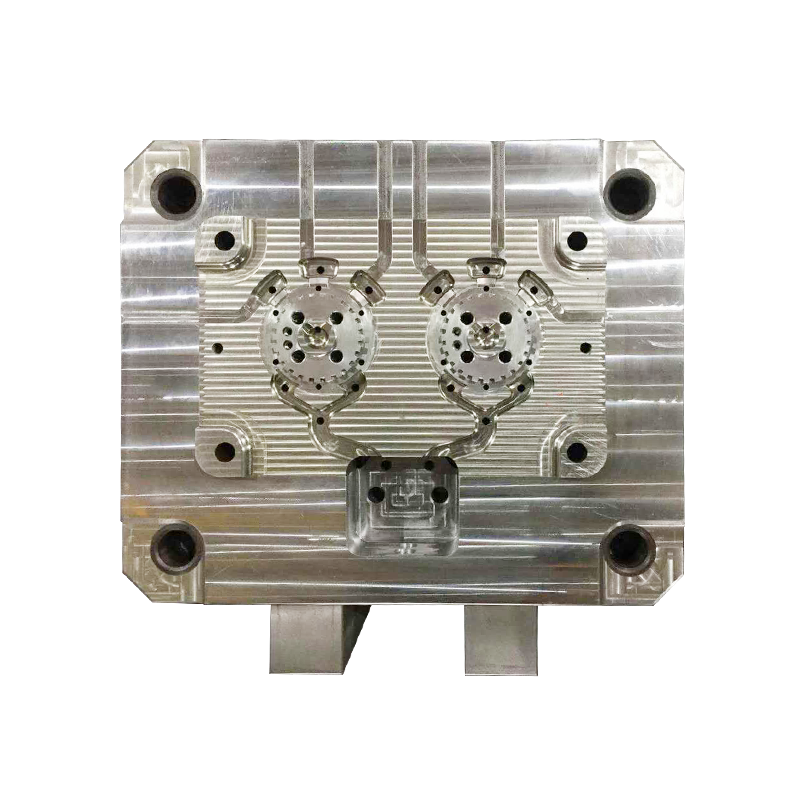
1. Ullmhú Mould agus Clampáil
Tosaíonn an próiseas bás-réitigh le hullmhú an mhúnla cruach (bás). Déantar an dá leath den dísle a ghlanadh, a lubricadh le gníomhaire scaoileadh, agus a chlampáil mar aon le a fórsa clampála ard idir 100 agus 4,000 tonna brú insteallta a sheasamh. Coinnítear teocht mhúnla ceart (go hiondúil 150 ° C - 300 ° C le haghaidh alúmanam) chun an sreabhadh miotail is fearr a chinntiú agus chun soladú roimh am a chosc.
2. Instealladh Miotail Leáite
Aistrítear miotal leáite - go hiondúil alúmanam, since nó maignéisiam - go dtí seomra lámhaigh agus cuirtear isteach sa chuas dísle é faoi brú ard idir 1,500 agus 25,000 psi (10–170 MPa) . De ghnáth glacann an chéim insteallta 0.05 go 0.15 soicind le haghaidh comhpháirteanna ballaí tanaí. Coscann an líonadh tapa seo foirmiú ocsaíd agus cinntíonn sé líonadh cuas iomlán.
3. Fuarú agus Solidification
Nuair a dhéantar é a instealladh, fuaraíonn agus soladaíonn an miotal leáite go tapa mar gheall ar an gcóras dísle a fhuaraítear le huisce. Athraíonn an t-am fuaraithe de réir tiús an ábhair:
- Codanna tanaí (1–2 mm): 5-10 soicind
- Codanna meánacha (3-5 mm): 10-20 soicind
- Codanna tiubh (>5 mm): 20–40 soicind
4. Díshealbhú agus scamhadh
Tar éis soladú, osclaíonn an dísle agus cuireann bioráin ejector an réitigh amach. Baintear barrachas ábhar (splanc, reathaí, agus geataí) trí oibríochtaí scamhadh. Is féidir le córais uathoibrithe nua-aimseartha a bhaint amach timthriallta ejection chomh tapa agus is 15 soicind le haghaidh comhpháirteanna since simplí.
Anailís Ama Rothaíochta Dísle-Réitigh Ard-Bhrú
Cuirtear luach ar theilgean dísle ardbhrú (HPDC) as a chumas táirgthe tapa. Is é an t-am timthriall iomlán suim na gcéimeanna iolracha:
| Céim Próisis | Cuid Simplí | Cuid Choimpléasc |
|---|---|---|
| Dúnadh Bás & Clampáil | 2-3 soicind | 3-5 soicind |
| Instealladh Miotail | 0.05–0.1 soicind | 0.1–0.3 soicind |
| Fuarú / Solidification | 10–15 soicind | 30–60 soicind |
| Die Oscailt & Díshealbhú | 2-3 soicind | 4-8 soicind |
| Am Rothaíochta Iomlán | 15-25 soicind | 40–90 soicind |
Is gnách go n-éiríonn le réitigh dísle since amanna timthriallta níos tapúla ná alúmanam mar gheall ar leáphointe since (419 ° C vs 660 ° C) agus sreabhach níos fearr. Is minic a chríochnaíonn comhpháirteanna since timthriallta i 15-30 soicind i gcomparáid le alúmanam 30–90 soicind .
Réitigh Die vs Teilgin Gaineamh: Comparáid Próisis
Cuidíonn tuiscint ar na difríochtaí idir bás-réitigh agus gaineamh-theilgthe le monaróirí an próiseas cuí a roghnú:
| Paraiméadar | Ard-Brú Réitigh Die | Réitigh Gaineamh |
|---|---|---|
| Ráta Táirgthe | Ard (na céadta san uair) | Íseal (dosaenacha in aghaidh na huaire) |
| Críochnaigh Dromchla | Ar fheabhas (Ra 0.8–3.2 μm) | garbh (Ra 12.5–25 μm) |
| Cruinneas Toiseach | ±0.1 mm | ±0.5–1 mm |
| Tiús Balla | Tanaí (0.8–3 mm) | Tiubh (3–50 mm) |
| Costas Uirlisí | Ard ($20,000 – $200,000) | Íseal ($1,000–$10,000) |
| Raon Méid Pháirt | Beag go meánach (suas le 20 kg) | Beag go dtí an-mhór (suas le roinnt tonna) |
| Roghanna Ábhar | Teoranta (Cóimhiotail Al, Zn, Mg, Cu) | Beagnach gan teorainn (gach miotal castable) |
Treoir roghnúcháin: Roghnaigh bás-réitigh le haghaidh táirgeadh ard-toirte (> 10,000 aonad / bliain) a éilíonn lamháltais daingean agus bailchríoch dromchla den scoth. Roghnaigh réitigh gaineamh le haghaidh táirgeadh íseal-toirte, comhpháirteanna móra, nó nuair a bhíonn tú ag obair le miotail neamhfheiriúla cosúil le iarann teilgthe.
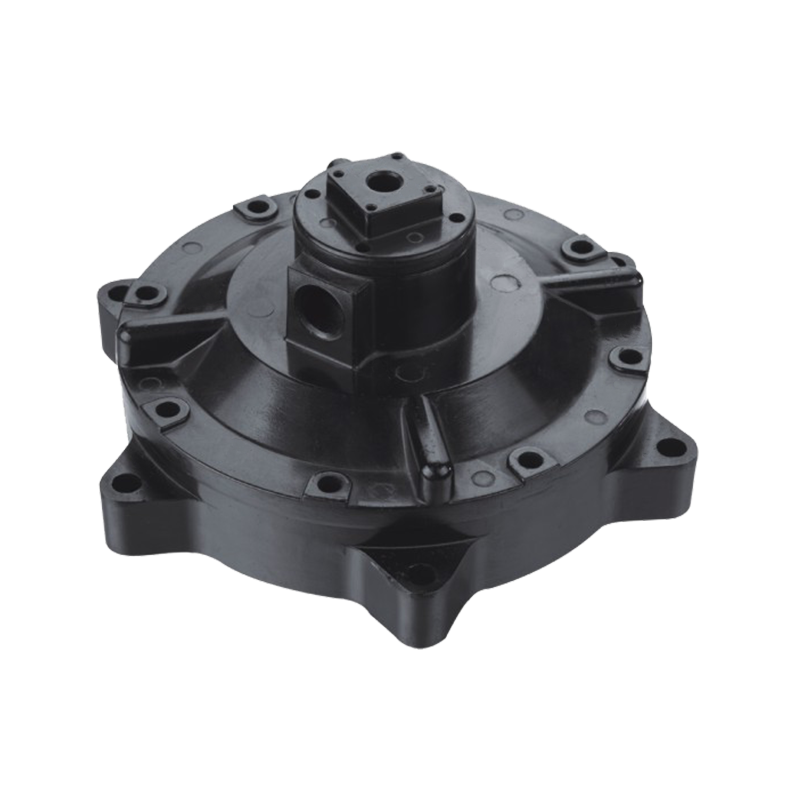
Zinc Die Casting: Buntáistí agus Iarratais
Tá buntáistí uathúla ag baint le bás-réitigh since a fhágann go bhfuil sé iontach d'fheidhmchláir shonracha:
Príomh-Airíonna Ábhar
- Leáphointe íseal (419°C): Laghdaíonn sé tomhaltas fuinnimh agus leathnaíonn sé an saol bás (suas le 1,000,000 shots vs 100,000 le haghaidh alúmanam)
- Sreabhántacht Sármhaith: Ceadaíonn réitigh na ballaí chomh tanaí mar 0.3 mm le sonraí casta
- Neart ardtionchair: Seasann cóimhiotail since 50–60 J fuinneamh tionchair , ag déanamh níos fearr ná alúmanam agus maignéisiam
- Meaisínitheachta den scoth: Próiseáil iar-réitigh níos éasca i gcomparáid le miotail bás-teilgthe eile
Feidhmchláir Choitianta
Is é an díslí since sin an ceann is mó:
- Comhpháirteanna taobh istigh feithicleach (láimhseálann doras, feathail, Baile Átha Troim maisiúil)
- Cásálacha gléasanna leictreonacha agus nascóirí
- Daingneáin agus crua-earraí pluiméireachta
- Bréagáin agus earraí tomhaltóra a éilíonn sonraí ard
Die Casting sa Tionscal Feithicleach
Is í earnáil na ngluaisteán an margadh is mó le haghaidh dísleilgthe, ag caitheamh thart ar 50-60% de na teilgin dísle alúmanaim domhanda. Léiríonn treochtaí tionscail le déanaí fás suntasach in iarratais comhpháirteanna struchtúracha.
Feidhmchláir Mhóra Gluaisteán
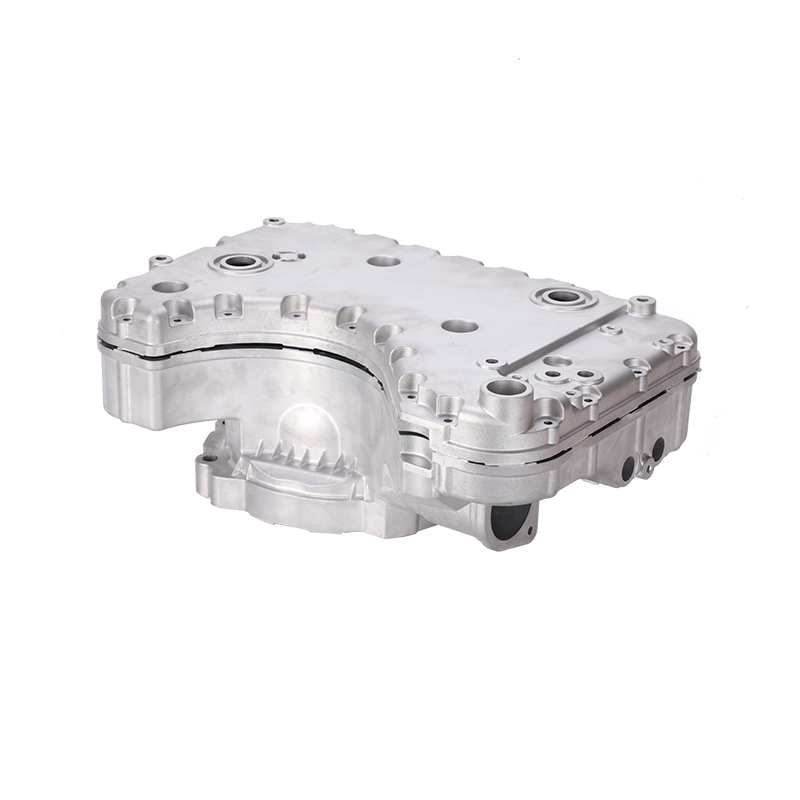
- Cásálacha tarchuir: Céimseata casta a éilíonn séalaithe brú-daingean
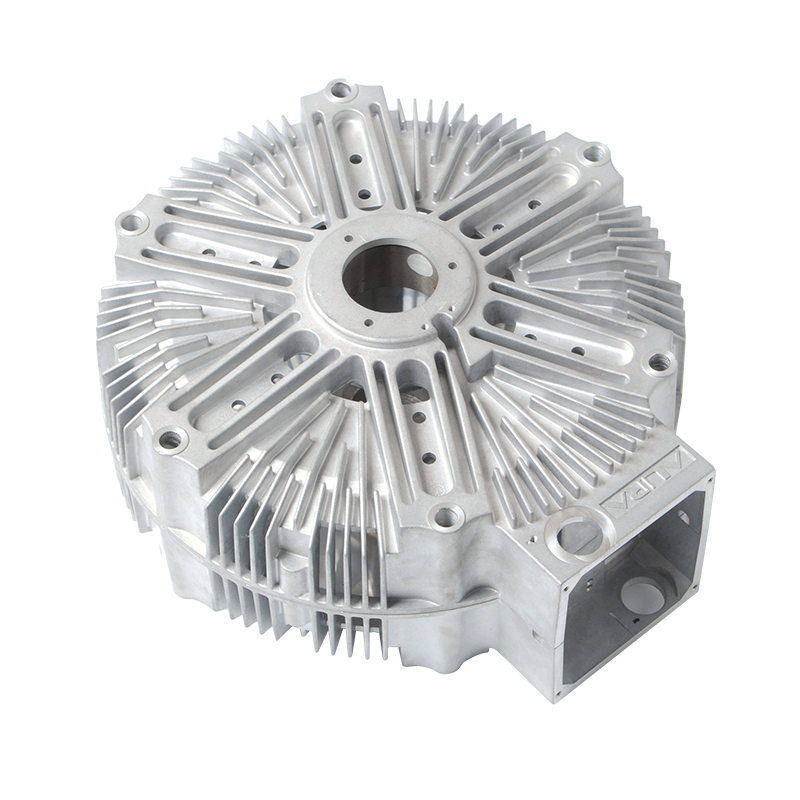
- Bloic innill agus cinn sorcóra: Riachtanais seoltacht teirmeach ard
- Comhpháirteanna struchtúracha an chomhlachta: Úsáideann fochorp cúil Múnla Y Tesla a Meaisín réitigh bás 6,000 tonna píosa amháin a tháirgeadh in ionad 70 comhpháirt stampáilte
- Páirteanna stiúrtha agus fionraí: Riachtanais cóimheas ard-neart-go-meáchain
Treochtaí Tionscail
Tá an t-athrú i dtreo feithiclí leictreacha (EVanna) tar éis an t-éileamh dísle-réitigh ar:
- Cásálacha agus tráidirí ceallraí: Struchtúir mhóra ballaí tanaí a dteastaíonn sciath leictreamaighnéadach uathu
- Cásálacha mótair: Comhtháthú cainéal fuaraithe beachtais
- Teicneolaíocht mega-réitigh: Teilgin aon-phíosa a laghdaíonn an t-am tionóil de réir 30–40% agus meáchan de réir 10–20%
Monaróir Die Réitigh a Roghnú: Príomhchritéir
Agus seirbhísí dísleilgthe á bhfoinsiú agat, déan meastóireacht ar mhonaróirí bunaithe ar na fachtóirí ríthábhachtacha seo:
Cumais Theicniúla
- Raon tonnáiste meaisín: Cinntigh go bhfuil an cumas ag teacht le méid do pháirte (raon coitianta: 180–4,000 tonna)
- Saineolas ábhair: Fíoraigh taithí le do chóimhiotal ar leith (Al-Si-Cu, cóimhiotail since Zamak, maignéisiam AZ91D)
- Deimhnithe cáilíochta: ISO 9001, IATF 16949 le haghaidh feithicleach, AS9100 le haghaidh aeraspáis
- Dearadh uirlisí intí: Laghdaíonn sé amanna luaidhe trí 20–30% i gcomparáid le déantúsaíocht dísle seachfhoinsithe
Méadracht Táirgthe le Fíorú
| méadrach | Caighdeán Tionscail | Sprioc Ardfheidhmíochta |
|---|---|---|
| Toradh an Chéad Phas | 85–90% | >95% |
| Ráta Lochtanna Porosity | <2% | <0.5% |
| CPK Toiseach | >1.33 | >1.67 |
| Am Luaidhe Tooling | 12-16 seachtaine | 8-10 seachtaine |
Ceisteanna Coitianta Maidir le Swabs Glan in Oibríochtaí Réitigh Dísle
Cén Fáth a Bhfuil Babhlaí Glan Riachtanach i Réitigh Die?
Tá ról ríthábhachtach ag swabanna glan maidir le cáilíocht bás-réitigh a chothabháil agus lochtanna a chosc. Úsáidtear iad le haghaidh:
- Glanadh dromchla bás: Gníomhairí scaoileadh iarmharach a bhaint, tógáil ocsaíd alúmanaim, agus iarmhar bealaidh idir timthriallta
- Cothabháil seomra lámhaigh: Leideanna plunger agus muinchillí a ghlanadh chun sádráil a chosc (alúmanam ag cloí le dromchlaí cruach)
- Imréitigh córais aerála: Deireadh a chur le bacainní is cúis le lochtanna porosity gáis
Cineálacha swab Molta le haghaidh Die Casting
- Slabhraí resistant teocht ard: In ann teochtaí dromchla dísle a sheasamh suas go dtí 350°C gan díghrádú snáithíní
- Slabhraí tionsclaíocha saor ó lint: Táithíní poileistir nó cúr-dhíslithe nach bhfágann aon iarmhar snáithíneach a d'fhéadfadh cuimsiú a chruthú
- Slabhraí inbhraite miotail: Le haghaidh feidhmeanna sábháilteachta de ghrád bia nó ríthábhachtach ina gcaithfear éilliú réad eachtrach a dhíchur
Cleachtais is Fearr maidir le hÚsáid Swab
Cuir na nósanna imeachta seo i bhfeidhm chun éifeachtacht a uasmhéadú:
- Bain úsáid as táithíní tiomnaithe do limistéir dísle éagsúla (cuasán vs seomra lámhaigh) chun tras-éilliú a chosc
- Cuir swabs in ionad gach 4-6 uair an chloig d’oibriú leanúnach nó nuair a bhíonn éilliúchán infheicthe le feiceáil
- Cuir tuaslagóirí glantacháin comhoiriúnacha i bhfeidhm (alcól isopropil le haghaidh glantacháin éadrom, bainteoirí dísle speisialaithe le haghaidh tógáil trom)
- Minicíocht glanadh doiciméad i logaí rialaithe próisis le haghaidh inrianaitheachta cáilíochta
Tionchar ar Éifeachtúlacht Táirgthe
Bíonn tionchar díreach ag cothabháil ceart swab ar mhéadracht oibriúcháin:
- Ráta bruscair laghdaithe: Táirgeann bás glan 15-25% níos lú páirteanna locht dromchla
- Saol bás leathnaithe: Coscann glanadh rialta creimeadh agus creimeadh, ag leathnú an saol bás trí 20–30%
- Am aga cothabhála níos giorra: Laghdaíonn glanadh coisctheach stadanna gan choinne trí 40% i gcomparáid le prótacail ghlanadh imoibríoch